- حراج!






تحقیق روشهای تولید ماشینکاری ،ریخته گری،فورجینگ
یک قطعه فلزی ممکن است توسط فرآیند ماشینکاری ،ریخته گری،فورجینگ و یا روشهای دیگر تولید شود.سطحهایی که با این روشها ایجاد می شود با یکدیگر متفاوت هستند .برای تولید سطح مورد نظر به عملیات اضافی نیاز می باشد.به این عملیات پوشش سطح فلزات گویند.به طور کلی ،سطح قطعات با فرآیندهای رنگ زنی ،آبکاری یا فرآیندهای دیگر پوشش داده می شود.
علت اینکه سطح فلزات را پوشش می دهند عبارتند از :
1-محافظت در برابر زنگ زدگی و خوردگی
2-زیبا سازی محصول (برای مثال تهیه رنگ یا بافت مخصوص)
3-بالا بردن مقاومت سطح در برابر سایش
4-بالا بردن قابلیت انتقال الکتریکی
5-بالا بردن مقاومت الکتریکی
6-ایجاد سطح فلزی برای فرآیند بعدی
7-بازسازی سطح ساییده شده یا خورده شده
8-اصلاح قابلیت لحیم کاری

Security policy (edit with Customer reassurance module)

Delivery policy (edit with Customer reassurance module)

Return policy (edit with Customer reassurance module)
تحقیق روشهای تولید ماشینکاری ،ریخته گری،فورجینگ
مقدمه
یک قطعه فلزی ممکن است توسط فرآیند ماشینکاری ،ریخته گری،فورجینگ و یا روشهای دیگر تولید شود.سطحهایی که با این روشها ایجاد می شود با یکدیگر متفاوت هستند .برای تولید سطح مورد نظر به عملیات اضافی نیاز می باشد.به این عملیات پوشش سطح فلزات گویند.به طور کلی ،سطح قطعات با فرآیندهای رنگ زنی ،آبکاری یا فرآیندهای دیگر پوشش داده می شود.
علت اینکه سطح فلزات را پوشش می دهند عبارتند از :
1-محافظت در برابر زنگ زدگی و خوردگی
2-زیبا سازی محصول (برای مثال تهیه رنگ یا بافت مخصوص)
3-بالا بردن مقاومت سطح در برابر سایش
4-بالا بردن قابلیت انتقال الکتریکی
5-بالا بردن مقاومت الکتریکی
6-ایجاد سطح فلزی برای فرآیند بعدی
7-بازسازی سطح ساییده شده یا خورده شده
8-اصلاح قابلیت لحیم کاری
9-بالا بردن قابلیت روانکاری سطح.
گاهی مواد غیر فلزی پوشش داده می شوند.برای مثال سه مورد در اینجا نام برده شده است:
1-پوشش قطعات پلاستیکی به منظور ایجاد نمای فلزی
2-پوشش شیشه های عینک برای ضد انعکاس نور
3-پوشش برای تولید تراشه های نیمه هادی و مدارهای برد چاپی
متداولترین فرآیندهای پوشش دهنده در صنعت در این پروژه شرح داده خواهد شد.
یک صفت مشترک در تمام این فرآیندها این است که آنها روی سطح قطعات پوشش منفصل ایجاد می کنند.یک رمز موفقیت برای ایجاد پوشش متصل روی سطح مواد ،بالا بردن قابلیت چسبندگی بین لایه پوشش دهنده و سطح قطعه می باشد.برای نایل شدن به این هدف ،قبل از عملیات پوشش قطعات ، سطح محصول باید تمیز شود.
تمیز کاری فلزات
فرآیندهای تمیز کاری فلزات برای برطرف نمودن روغن ،گریس ،اکسید ،پوسته و سایر عواملی که روی عمر محصول اثر می گذارند به کار می روند.فرآیندهای تمیز کاری به دو دسته الف )تمیز کاری شیمیایی و ب)تمیز کاری مکانیکی تقسیم می شوند.
الف:تمیز کاری شیمیایی:در تمیز کاری شیمیایی برای برطرف نمودن روغن و گریس از موادی مثل محلول قلیایی(ترکیب صابون و سود سوز آور) استفاده می شود .همچنین برای برطرف نمودن اکسید فلزات ،روغن ، گریس ، موادی مثل اسید سولفوریک و اسید فسفریک به کار می رود.
ب:تمیز کاری مکانیکی :
در تمیز کاری مکانیکی برای برطرف نمودن زنگ زدگی و پوسته از سطح قطعاتی که با فرآیند نورد و فورجینگ داغ به دست می آیند ،از وسایل مکانیکی همراه با مواد شیمیایی و بدون مواد شیمیایی استفاده می شود.یکی از روشهای متداول مکانیکی ،تمیز کاری با ذرات ساینده به کمک جریان هوا با سرعت بالا است.
1- پوشش دهی به روش رسوب فیزیکی بخار (PVD)
2- پوشش دهی یونی Ion Plating
3- پوشش دهی به روش رسوب شیمیایی بخار (CVD)
4- پوشش دهی به روش پاشش حرارتی
5- پوشش دهی به روش بستر سیال
6- پوشش دهی به روش الکترواستاتیک
7- پوشش دهی با لیزر
8- پوشش دهی تحت خلاء
فرآیندهای سنتی
تعريف آبکاري
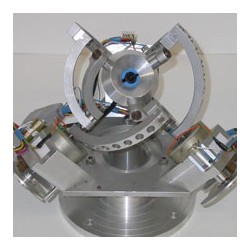
آبکاري عبارت است از رسوب الکتريکي يک فلز از محلولي برروي سطح زيرلايه غوطه ور شده درآن محلول. حمام آبکاري محلولي است که حاوي يونهاي فلزي يا نمکهاي حل شده در يک اسيد يا باز مي باشد. قطعاتي که بايد آب داده شوند، در حمام غوطه ور شده و جريان الکتريکي اعمال می شود. در شکل 1 وان آبکاری حاوی محلول سولفات مس نشان داده می شود. قطعه مورد نظر معمولاٌ در وسط وان آبکاري قرا داده شده وبه عنوان کاتد عمل مي کند. آندها در نزديکي لبه هاي وان و طرفين کاتد قرار مي گيرند. يک رکتيفاير(يکسو کننده جریان برق) براي توليد جريان الکتريکي بکار برده مي شود. الکترونها از رکتيفاير به کاتد رفته و از طريق محلول آبکاري به آند منتقل شده و مجددا به رکتيفاير بر مي گردند. اين جابجائي سبب مي شود که يونهاي فلزي محلول در حمام به سمت الکترونهاي اضافي تجمع یافته بر روي سطح کاتد(بخشي که بايد پوشش داده شود) رفته و بار آنها را خنثي کرده ويک لايه از فلز به سطح کاتد مي چسبد. بنابراين يک فيلم نازک از پوشش فلزي بر روي سطح قطعه غوطه ور در محلول شکل مي گيرد. شکل قطعه مي تواند در ضخامت لايه رسوب داده شده تأثير بگذارد.
شکل 1: شماتيک مدار آبکاری.
علاوه بر واکنش آبکاري، واکنشهاي ديگري نيز در حمام آبکاري رخ مي دهد. همچنين الکترونها مي توانند يونهاي هيدروژن تولید شده را با متصاعد شدن گاز هيدروژن از روي سطح قطعه خنثي کنند. بطور مشابه يونهاي هيدروکسيد، احيا شده و گاز اکسيژن در آند تشکيل مي شود. اين واکنش ها بازدهي آبکاري را کاهش مي دهند. در نهايت، با ايجاد گاز هيدروژن PH به تدريج افزايش يافته و نياز به اضافه کردن مقادير کم اسيد به حمام آبکاري مي باشد.
تاریخچه آبکاری
طبق اخبار تایید نشده باطری اشکانی یا بغدادی شاید اولین سیستم مورد استفاده برای آبکاری فلزات بوده باشد(شکل2). ولی آبکاری مدرن در سال 1805 برای اولین بار توسط لوییجی براگناتلی(Luigi Brugnatelli) و از طریق رسوب الکتریکی فلز طلا کشف شد. براگناتلی از اختراع هم دانشگاهی خود یعنی الکساندر ولتا(Alessandro Volta) که مربوط به پنج سال قبل میشد را برای تسهیل اولین رسوب نشانی الکتریکی استفاده نمود. ولی کشف او توسط آکادمی علوم فرانسه توقیف شد و به مدت 30 سال از آن تاریخ در صنایع مورد استفاده قرار نگرفت. در 1839، دانشمندانی در انگلستان و روسیه بطور مستقل فرایندهای رسوب نشانی فلز را به روشی مشابه براگناتلی و این بار برای آبکاری مس صفحات ماشین چاپ اختراع کردند.
شکل2: پیل اشکانی یا بغدادی.
در روسیه بوریس ژاکوبی(Boris Jacobi) علاوه بر کشف مجدد مدل سازی الکتریکی(Electrotyping) یا گالوانوپلاستی(galvanoplasty)، این روش نمونه سازی و پیکره سازی به روش کپی سازی شیمیایی را توسعه داد. گالوانوپلاستی خیلی زود در روسیه توسط افرادی نظیر پیتر باگریشن(مخترع)، هینریش لنز(داشنمند) و ولادیمیر اود
آندها احتمالاً يکي از مهم ترين اجزاء آبکاري مي باشند. آند در صورتي بهتر کار مي کند که از آلياژي که حاوي فلز آب دهي مي باشد، تهيه شده باشد. اين باعث مي شود تا يونهاي مثبت کافي از فلز آب دهي درون الکتروليت منتقل شوند.
کاربرد آبکاريشوند. بر این اساس سه امکان وجود دارد:
ـ ترسیب فلز به روش تبادل بار (تغییر مکان ) یا فرایند غوطه وری: اساس کلی این روش بر اصول جدول پتانسیل فلزها پایه ریزی شده است. فلزی که باید پوشیده شود باید پتانسیل آن بسیار ضعیف تر (فلز فعال) از پتانسیل فلز پوشنده (فلز نجیب) باشد. و فلزی که باید ترسیب شود باید در محلول به حالت یونی وجود داشته باشد. برای مثال به هنگام غوطه ور نمودن یک میله آهنی در یک محلول سولفات مس فلز آهن فعال است و الکترون واگذار می کند و به شکل یون آهن وارد محلول می شود. دو الکترون روی میله آهن باقی می ماند. یون مس دو الکترون را دریافت کرده احیا می شود و بین ترتیب مس روی میله آهن می چسبد. و هنگامی که فلز پایه که باید پوشیده شود (مثلا آهن) کاملا″ توسط فلز پوشنده (مثلا مس) پوشیده شود آهن دیگر نمی تواند وارد محلول شود و الکترون تشکیل نمی شود و در نتیجه عمل ترسیب خاتمه می یابد. موارد استعمال این روش در صنعت آبکاری عبارت است از: مس اندود نمودن فولاد٬ نقره کاری مس و برنج٬ جیوه کاری٬ حمام زنکات٬ روشهای مختلف کنترل و یا آزمایش٬ جمع آوری فلز از حمام های فلزات قیمتی غیر قابل استفاده (طلا) با استفاده از پودر روی.
ـ ترسیب فلز به روش اتصال: این روش عبارت است از ارتباط دادن فلز پایه با یک فلز اتصال. جسم اتصال نقش واگذارکننده الکترون را ایفا می کند. برای مثال هنگامی که یک میله آهنی (فلز پایه) همراه یک میله آلومینیومی٬ به عنوان جسم اتصال در داخل یک محلول سولفات مس فرو برده می شود٬ دو فلز آهن و آلومینیوم به جهت فعالتر بودن از مس٬ به صورت یون فلزی وارد محلول می شوند و روی آنها الکترون باقی می ماند و چون فشار انحلال آلومینیوم از آهن بیشتر است از این رو اختلاف پتانسیلی بین دو فلز ایجاد شده و الکترون ها در روی یک سیم رابط٬ از سوی آلومینیوم به طرف آهن جاری می شوند. بنابراین مشاهده می شود که مقدار زیادی از یونهای مس محلول روی آهن ترسیب می شوند. ضخامت قشر ایجاد شده نسبت به روش ساده تبادل بار بسیار ضخیم تر است. از روش اتصال برای پوشش کاری فلزات پیچیده استفاده می شود.
ـ روش احیا: ترسیب فلز با استفاده از محلولهای حاوی مواد احیا کننده٬ روش احیا نامیده می شود. یعنی دراین روش الکترونهای لازم برای احیای یونهای فلزات توسط یک احیا کننده فراهم می شود. پتانسیل احیا کننده ها باید از فلز پوشنده فعالتر باشند٬ اما بابد خاطر نشان ساخت که اختلاف پتانسیل به دلایل منحصرا″ کاربردی روکش ها٬ نباید بسیار زیاد باشد. برای مثال هیپوفسفیت سدیم یک احیا کننده برای ترسیب نیکل است ولی برای ترسیب مس که نجیب تر است٬ مناسب نیست. مزیت استفاده از این روش در این است که می توان لایه هایی با ضخامت دلخواه ایجاد نمود. زیرا اگر مقدار ماده احیا کننده در الکترولیت ثابت نگه داشته شود می توان واکنش ترسیب را کنترل نمود. به ویژه غیر هادی ها را نیز بعد از فعال نمودن آنها٬ می توان پوشش کاری کرد.
▪ آماده سازی قطعات برای آبکاری
برای بدست آوردن یک سطح فلزی مناسب نخستین عملی است که با دقت باید صورت گیرد٬ زیرا چسبندگی خوب زمانی به وجود می آید که فلز پایه٬ سطحی کاملا تمیز و مناسب داشته باشد. بدین علت تمام لایه ها و یا قشرهای مزاحم دیگر از جمله کثافات٬ لکه های روغنی٬ لایه های اکسید٬ رسوبات کالامین که روی آهن در درجه های بالا ایجاد می شوند را از بین برد. عملیات آماده سازی عبارتند از:
ـ سمباده کاری و صیقل کاری: طی آن سطوح ناصاف را به سطوح صاف و یکنواخت تبدیل می کنند.
ـ چربی زدایی: طی آن چربی های روی سطح فلزات را می توان توسط عمل انحلال٬ پراکندگی٬ امولسیون٬ صابونی کردن و یا به روش تبادل بار از بین برد.
ـ پرداخت: انحلال شیمیایی قشرهای حاصل از خوردگی روی سطح فلزات را پرداخت کردن می نامند که اساسا″ به کمک اسیدهای رقیق و در بعضی موارد توسط بازها انجام می گیرد.
ـ آبکشی٬ خنثی سازی٬ آبکشی اسیدی٬ خشک کردن: خنثی سازی برای از بین بردن مقدار کم اسید یا مواد قلیایی که در خلل و فرج قطعه باقی می مانندو همچنین آبکشی اسیدی برای جلوگیری از امکان تشکیل قشر اکسید نازک غیر قابل رؤیت که موجب عدم چسبندگی لایه الکترولیتی می شود.
● موقعیت های استفاده از نانوتکنولوژی صنایع آبکاری(روش مدرن)
در سالهای اخیر نانوتکنولوژی که همان علم و تکنولوژی کنترل و بکارگیری ماده در مقیاس نانومتر است٬ تحقیقات فزاینده و موقعیت های تجاری زیادی را در زمینه های مختلف ایجاد نموده است. یک جنبه خاص از نانوتکنولوژی به مواد دارای ساختار نانویی یعنی موادی با بلورهای بسیار ریز که اندازه آنها معمولا کمتر از ۱۰۰ میکرومتر است می پردازد٬ که این مواد برای اولین بار حدود دو دهه قبل به عنوان فصل مشترکی معرفی شدند. این مواد نانوساختاری با سنتز الکتروشیمیایی تولید شده اند که دارای خواصی از قبیل٬ استحکام٬ نرمی و سختی٬ مقاومت به سایش٬ ضریب اصطکاک٬ مقاومت الکتریکی٬ قابلیت انحلال هیدروژن و نفوذپذیری٬ مقاومت به خوردگی موضعی و ترک ناشی از خوردگی تنشی و پایداری دمایی را دارا هستند. دریچه های آبکاری الکتریکی برای سنتز این ساختارها با استفاده از تجهیزات و مواد شیمیایی مرسوم برای طیف گستره ای از فلزات خالص و آلیاژها گشوده شده است. یک روش مقرون به صرفه برای تولید محصولاتی با اشکال بسیار متفاوت از پوششهای نازک و ضخیم٬ فویلها و صفحه ها با اشکال غیر ثابت تا اشکال پیچیده شکل یافته با روشهای الکتریکی است. از این رو فرصتهای قابل توجهی برای صنعت آبکاری وجود دارد تا نقش تعیین کننده ای را در گسترش کاربردهای جدید نانوتکنولوژی ایفا نماید که این امر به آسانی با تکیه بر اصول قابل پیش بینی متالوژیکی که در سالیان گذشته مشخص شده قابل تحقق است.
از حمامهای اسیدی بطور گسترده در الکترورمینگ و تصفیه الکتریکی مس ،تهیه پودر مس و آبکاری تزئینی استفاده می شود . این حمامها شامل مس دو ظرفیتی بوده ، قابلیت داشتن ناخالصی های یونی بیشتری نسبت به حمام های قلیایی دارند ،اما قدرت پوشش دادن ضعیف تری برخوردارند . خلل و فرج حاصل از حمام اسیدی کمتر است که در پر کردن تخلخل های قطعات دای کاست بسیار موثر می باشد . بیش از آن که فولاد یا آلیاژ روی دای کاست در حمام اسیدی مس آبکاری شود ،باید در حمام رقیق سیانید مس یا نیکل پوشش داده شود .
پوشش نازکی از نیکل مانع رسوب کردن مس و پوسته شدن پوشش می شود .
خواص پوشش :
عوامل مختلف در مراحل آماده سازی سطح و آبکاری ،اثرات مهمی بر روی کیفیت پوشش مس ایجاد شده دارد . بعضی از آنها ممکن است اثر منفی بر میزان چسبندگی مس روی قطعه کار داشته باشند . برخی دیگر بر روی میزان خلل و فرج ،براقی ،سختی ،زبری ،پوسته شدن ،لحیم کاری و هم سطح کنندگی تاثیر می گذارند .
● براق بودن : پوششهای مس براق اغلب در اثر افزودن مواد براق کننده به الکترولیت ایجاد می گردند . اگر چه فرچه کاری پوشش نیز منجر به براقی آن می شود آبکاری در حمامهای سیاتید غلیظ ،در صورتی که با قلع جریان و یا معکوس شدن متناوب جریان صورت گیرد ،نیز منجر به بهتر شدن براقی پوشش مس می گردد. فرچه کاری و پولیش الکتریکی قطعه قبل از آبکاری منجر به ایجاد پوشش صاف و نیمه براق در یک الکترولیت فاقد براقی می شود . اگر از الکترولیت حاوی براقی استفاده شود میزان براقی پوشش افزایش می یابد .
فرچه کاری پوشش برای براق نمودن آن هزینه زیادی در بر دارد . آبکاری در حمامهای سیاتید دارای زاندمان بالا با جریان منقطع و یا جریان متناوب معکوس براقی پوشش را بهبود می بخشد . تکنیکهای پیشرفته ریخته گری و پرداخت مکانیکی قبل از آبکاری می توانند کیفیت پوشش مس را بهبود بخشند.
● چسبندگی : برای بدست آوردن چسبندگی مناسب ،نوع سطح و نحوه آماده سازی آن بر اثر آبکاری بسیار مهم است .بطور کلی کیفیت پوشش در قطعات ریختگی و سطوح متخلخل در مقایسه با سایر قطعات پائین تر است . نوع جنس قطعه نیز از عوامل تعیین کننده است . در قطعات دایکاست با پایه منیزیوم یا آلومینیم ،لایه ی زینکاته ای که بین قطعه و پوشش مس قرار می گیرد ،عامل کنترل کننده و بحرانی می باشد .

مشخصات
تحقیق روشهای تولید ماشینکاری ،ریخته گری،فورجینگ
یک قطعه فلزی ممکن است توسط فرآیند ماشینکاری ،ریخته گری،فورجینگ و یا روشهای دیگر تولید شود.سطحهایی که با این روشها ایجاد می شود با یکدیگر متفاوت هستند .برای تولید سطح مورد نظر به عملیات اضافی نیاز می باشد.به این عملیات پوشش سطح فلزات گویند.به طور کلی ،سطح قطعات با فرآیندهای رنگ زنی ،آبکاری یا فرآیندهای دیگر پوشش داده می شود.
علت اینکه سطح فلزات را پوشش می دهند عبارتند از :
1-محافظت در برابر زنگ زدگی و خوردگی
2-زیبا سازی محصول (برای مثال تهیه رنگ یا بافت مخصوص)
3-بالا بردن مقاومت سطح در برابر سایش
4-بالا بردن قابلیت انتقال الکتریکی
5-بالا بردن مقاومت الکتریکی
6-ایجاد سطح فلزی برای فرآیند بعدی
7-بازسازی سطح ساییده شده یا خورده شده
8-اصلاح قابلیت لحیم کاری